
Оценка влияния углекислоты на водно-химический режим паровых котельных
Тихонов И.А.
При проектировании и эксплуатации паровых котельных низкого давления существует ряд значительных трудностей в организации водно-химического режима (ВХР) их работы.
Водно-химический режим работы паровой котельной должен обеспечивать безаварийную и экономически эффективную эксплуатацию оборудования и трубопроводов котельной.
ВХР котельной заключается в поддержании определенного состава питательной, подпиточной, котловой воды, пара и конденсата, который не вызывает повреждения оборудования котельной либо его неэффективной эксплуатации.
Вода с растворенными в ней солями и газами представляет собой устойчивую термодинамическую систему, находящуюся в равновесии с внешними условиями. При изменении внешних условий, например увеличение температуры воды, система пытается достичь нового равновесного состояния. При этом возможно выпадение солей в виде твердого вещества из воды или, наоборот, увеличение растворимости, по какому либо веществу, или выделение растворенных газов и т.п.
Т.о. для обеспечения эффективного ведения ВХР паровой котельной необходимо исходную воду подготовить таким образом, что бы получаемый в процессе работы состав котловой воды и конденсата не вызывал порчи оборудования.
До начала 2000-х годов основной технологией подготовки воды для паровых котельных низкого давления было глубокое Na – катионитовое умягчение исходной воды. Действительно, данная технология достаточно проста в эксплуатации, имеет низкую стоимость используемого оборудования. Качество получаемой воды во многом обеспечивает безаварийную работу парового котла и другого оборудования. К основным недостаткам данной технологии можно отнести большое количество высокоминерализированных сточных вод образующихся в процессе регенерации установки умягчения, а также то, что данная технология не только не уменьшает общее солесодержание воды, но даже незначительно его увеличивает.
С первым недостатком фактически невозможно бороться. Количество соли сбрасываемой с установки умягчения равно количеству соли замещенной на установке умноженное примерно на 2. Это колоссальное количество соли при сбросе в канализацию должно быть растворено в воде с концентрацией не более 1000 мг/л. Т.о. при солесодержание воды, поступающей на умягчение, около 250 мг/л, количество сточной воды с концентрацией 1000 мг/л будет меньше всего в 2 раза от количества умягченной воды за фильтроцикл.
Другой способ утилизации стоков Na- катионитовой установки это выпаривание. Что также является достаточно затратной и сложной в реализации технологией, что исключает его применение, особенно для котельных небольшой производительности.
Тем не менее, фактически не имея альтернативы, технология Na- катионитового умягчения воды повсеместно применяется уже более 100 лет.
В последние 15-20 лет в теплоэнергетике начали активно использовать технологию обратноосмотического обессоливания воды. Основной недостаток данной технологии это высокая стоимость применяемого оборудования и, как считается, большое количество образующихся стоков. Хотя количество соли сбрасываемой с этими стоками примерно в два раза меньше чем количество соли образующейся при работе установок Na – катионитового умягчения воды. Данное обстоятельство требует внимательного рассмотрения и этому будет посвящена отдельная статья.
Принципиальное отличие технологии обратного осмоса от умягчения состоит в том, что при обратном осмосе из воды выделяются все взвешенные и органические вещества, а так же растворенные вещества в количестве примерно 96-99%.
Т.о. обратный осмос значительно (почти полностью) уменьшает содержание растворенного вещества (всех видов ионов) содержащихся в исходной воде при том, что Na — катионирование только замещает ионы кальция и магния на натрий.
В классическом понимании водно-химического режима паровых котельных, значение солесодержания питательной воды влияет только на величину непрерывной продувки котла. Непрерывная продувка парового котла рассчитывается по формуле:
 , % (1)
, % (1)
Аов – доля подпиточной воды;
Sов – сухой остаток обработанной воды, мг/кг;
Sкв – сухой остаток котловой воды, принимается по паспортным данным завода – изготовителя котла, мг/кг;
Чем больше доля возврата конденсата, т.е. меньше доля подпиточной воды, тем меньше процент непрерывной продувки котла. Допускается величина непрерывной продувки паровых котлов до 10 % от паропроизводительности. Уменьшение непрерывной продувки котла значительно увеличивает экономию топливного газа. Т.о. чем больше величина возврата обессоленного конденсата в котел, тем меньше величина непрерывной продувки. При значении непрерывной продувки менее 1 % от нее отказываются, и обеспечение нормативного солесодержания котловой воды производится только при помощи периодических продувок. При этом наблюдается значительная экономия топливного газа.
При отсутствии возврата конденсата в котел или при незначительном возврате конденсата использование обратноосмотического обессоливания подпиточной воды также позволяет отказаться от проведения непрерывной продувки котла.
Если с влиянием минерального состава воды имеется определенная ясность, то с влиянием диоксида углерода (СО2) на ВХР паровой котельной наблюдается определенное недопонимание. И как показывает практика, при проектировании и эксплуатации паровых котельных часто не учитывается влияние СО2 растворенного в исходной воде на весь ВХР котельной.
В данной работе произведена попытка представить влияние диоксида углерода растворенного в исходной воде на ВХР котельной, и приведены рекомендации по уменьшению негативного влияния углекислоты на оборудование и трубопроводы котельной.
При эксплуатации паровых котельных с неверным ВХР наиболее часто выходящее из строя оборудование относится к паро-конденсатному тракту (конденсатоотводчики, регуляторы давления и т.п.). Так же при неверном ВХР наиболее частым выходящим из строя оборудованием является стальной экономайзер парового котла.
Даже если при выходе данного оборудования из строя котельная остается в работе, то это влечет значительное уменьшение экономической эффективности эксплуатации котельной.
К примеру, установка дорогостоящих конденсатоотводчиков имеющих длительный срок службы полностью окупает себя качественным процессом отвода конденсата и длительным сроком службы. Но при неверном ВХР котельной, как показывает практика, даже самые дорогостоящие и качественные конденсатоотводчики и другое оборудование пароконденсатного тракта выходит из строя всего за полгода.
Вода может проявлять как коррозионные свойства, так и накипеобразующие по отношению к контактирующей поверхности. В процессе накипеобразования участвуют ионы жесткости, которые удаляются на этапе водоподготовки.
Элементы тепловой схемы, где вода находится при повышенном давлении и температуре: линия подпиточной воды с теплообменником перед деаэратором; деаэратор; питательная линия с насосом; экономайзер; паровой котел; пароконденсатный тракт с оборудованием.
В данных элементах тепловой схемы котельной может происходить как накипеобразование так и коррозия. В условии отсутствия ионов жесткости в данной воде основной проблемой при эксплуатации котельной становится коррозия.
Данный тип коррозии относится к электрохимической коррозии и протекает с кислородной и водородной деполяризацией. Проще говоря, данная коррозия протекает при наличии в воде кислорода и ионов водорода.
Кислород содержится в подпиточной воде и его количество определяется (для «чистой» воды) в зависимости от температуры воды. При нуле градусов в воде содержится 14 мг/л О2. Это справедливо для воды имеющей достаточно длительный контакт с атмосферой и находящейся с ней в равновесии по кислороду. Артезианские воды, не имеющие длительного контакта с атмосферой, и не подвергаемые аэрации, могут содержать значительно меньше кислорода.
Таким образом, подпиточная вода всегда содержит достаточное количество кислорода для протекания коррозионных процессов. Кислородная коррозия чрезвычайно быстро протекает при вскипании воды и конденсации пара в воду, которая находится в состоянии насыщения.
Коррозия с водородной деполяризацией протекает при наличии в воде иона водорода, иначе говоря, кислоты. При растворении в воде диоксида углерода образуется угольная кислота H2CO3, которая диссоциирует на ионы водорода H+ и бикарбоната HCO—3 . Ион водорода и вызывает активные коррозионные процессы.
Следует отметить, что подвижность ионов водорода и молекулы кислорода в воде различается на порядок. Ион водорода гораздо более подвижен. Поэтому кислотная коррозия протекает значительно быстрее, чем кислородная и практически не зависит от гидродинамических условий. Необходимо сказать, что если имеются условия для протекания коррозии с кислородной и водородной деполяризацией одновременно, то общая скорость коррозии значительно больше, чем для коррозии только с кислородом или водородом.
При этом замечено, что вода, находящаяся в состоянии насыщения (кипения) проявляет активную коррозию именно с кислородной деполяризацией, т.к. кипящая вода способствует значительному увеличению подвижности кислорода. Водородная коррозия наоборот уменьшается с увеличением температуры воды. Данное обстоятельство характерно для вод типа конденсата. Автору известны случай, когда трубопровод возврата конденсата с температурой 40 0С требовал полной замены 1 раз в полгода. При этом трубопроводы конденсата возвращаемого с температурой 100 0С и больше не требовали такого частого ремонта, хотя содержание железа в конденсате было более 1 мг/л (довольно существенно). Вероятно, это связано с тем, что при увеличении температуры воды происходит постепенный переход угольной кислоты в газообразный диоксид углерода. При этом наибольший эффект выделения углекислоты из воды происходит при кипении воды.
Для удаления растворенных газов из воды в настоящее время используется 2 технологии. Термическая дегазация воды и химическая деаэрация и подщелачивание воды.
Строго говоря, удаление газов из воды происходит только при термической дегазации. При химической деаэрации и подщелачивании воды происходит только связывание растворенных газов.
Связывание кислорода происходит по реакциям:
- При использовании сульфита натрия
2Na2SO3+O2—>2Na2SO4 (2)
- При использовании гидразин-гидрата
N2H4*H2O+O2—>3H2O+N2 (3)
Связывание углекислоты в бикарбонат ион происходит по реакции:
NaOH+H2СO3=NaHCO3+H2O (4)
Поэтому химическая деаэрация и подщелачивание имеет ряд существенных недостатков:
- При проведении химической деаэрации значительно увеличивается солесодержание питательной воды. При наличии в воде кислорода в количестве 8 мг/л количество бисульфита натрия расходуемого для его связывания будет равно 100 мг/л (с учетом неэффективного перемешивания). Соответственно на 100 мг/л вырастает солесодержание питательной воды и так же растет непрерывная продувка парового котла. Необходимо отметить, что при использовании гидразин-гидрата солесодержание воды не увеличивается, но сам реагент чрезвычайно токсичен (относится к первому классу опасности), пожароопасен и требует специфических условий хранения, что исключает его применения для паровых котельных, особенно работающих на пищевых производствах.
- При проведении химической деаэрации в воде остаются сульфиты, что связано с их избыточным дозированием для гарантированного связывания кислорода. Как правило, производители котлов достаточно жестко регламентируют содержание сульфитов в котловой воде (5-10 мг/л), что представляет значительную сложность в организации процесса дозирования сульфита натрия в питательную воду. Сульфит ион (SO3) является сильным восстановителем и значительно усиливает коррозионные процессы, протекающие в котле и пароконденсатном тракте путем разрушения пассивирующего слоя на поверхности металла.
- Еще одним не всегда учитываемым моментом является то, что при дозировании сульфита натрия в воде образуется сульфат натрия Na2SO4, который, по сути, увеличивает содержание сульфат иона в питательной воде и при проскоке жесткости или постоянно повышенной жесткости в питательной воде в котле возможно образование нерастворимого сульфата кальция СaSO4 (гипса). Типичным примером может служить питание водогрейного котла с жесткостью 0,7 мг-экв/л (допускается для котлов с температурным графиком 95/70). В этом случае значительное увеличение сульфатов в подпиточной воде может привести к образованию гипса, что впоследствии будет требовать механической очистки котла. Второй пример это некачественная работа системы водоподготовки парового котла. В паровой котельной наблюдался постоянный проскок по жесткости питательной воды и при этом в большом объеме дозировался сульфит натрия для связывания кислорода. Зная о постоянном проскоке солей жесткости, 1 раз в год проводилась кислотная промывка парового котла. В год после введения в технологию подготовки воды химической деаэрации, при внутреннем осмотре котла после кислотной промывки, обнаружились нерастворенные белые отложения в значительном количестве. Анализ отложений показал, что это сульфат кальция. После этого было принято решение о прекращении дозирования сульфита натрия.
- Подщелачивание питательной воды каустической содой всего лишь связывает угольную кислоту в бикарбонат (4), который в котле снова перейдет в угольную кислоту, которая испариться с паром и впоследствии перейдет в конденсат, вызывая понижение рН конденсата и значительно увеличивая его коррозионные свойства. Таким образом, подщелачивание питательной воды всего лишь позволяет избежать углекислотной коррозии питательного тракта парового котла, но при этом увеличивает коррозионные свойства конденсата.
Термическая дегазация воды позволяет не только удалить из воды кислород и углекислоту, но и значительно уменьшить коррозионные свойства возвращаемого конденсата.
Составим материальный баланс по углекислоте тепловой схемы котельной на рис.1,2
Перед составлением баланса по углекислоте необходимо обстоятельно разобраться с понятиями, так называемой свободной, связанной и полусвязанной углекислоты содержащейся в воде.
Проведем простой мысленный эксперимент. Имеется определенный объем воды. Вода условно чистая содержит только молекулы H2O. Значение рН такой воды 7,0. Т.е. количество ионов водорода равно количеству ионов гидроксила. Допустим, что данная вода контактирует с твердым карбонатом кальция. Карбонат кальция растворим только в воде, имеющей кислую реакцию. Другими словами в воде имеющей большее количество ионов водорода по отношению к ионам гидроксила. Ионы водорода могут быть введены в воду как с сильными кислотами, такими как соляная кислота, так и слабыми, такими как угольная кислота. Существует принципиальное отличие между сильными и слабыми кислотами. Так в сильных кислотах ион водорода, отвечающий за кислую реакцию, привносится или уже существует в воде с собственным анионом (Cl, SO2), то слабая угольная кислота, растворенная в воде, образуется из углекислого газа путем связывания гидроксил иона молекулы воды в бикарбонат ион, соответственно с получением кислого остатка в виде иона водорода.
Уравнение реакции растворения в воде твердого карбоната кальция (CaCO3) при использовании угольной кислоты поступающей в воду из воздуха, от различных процессов окисления органического углерода, либо от геологических процессов:
CaCO3+H2CO3<-->Ca(HCO3)2 (5)
Протекает обратимая реакция, при которой твердый карбонат кальция (CaCO3) переходит в растворенную форму бикарбоната кальция (Ca(НCO3)2). Угольная кислота, в виде карбоната ассоциированная с кальцием и есть связанная форма углекислоты эквивалентно равная половине бикарбоната кальция растворенного в воде. Вторая половина бикарбоната кальция, образовавшаяся не из твердого бикарбоната кальция, а из угольной кислоты, называется полусвязанной углекислотой.
Свободная углекислота в воде находится в форме именно угольной кислоты (H2CO3), т.е. не связана напрямую ни с одним катионом в воде. Тем не менее, именно свободная угольная кислота, являющаяся частью буферной углекислотной системы воды, и определяет текущее значение рН воды.
Вернемся к нашему эксперименту. Получается, что пропуская через наш объем воды углекислый газ (СО2) в воде образуется свободная углекислота (H2CO3), которая реагируя с карбонатом кальция (известняком) по уравнению (5) растворяет его с образованием бикарбоната кальция, причем половина бикарбонат иона выраженного в эквивалентных концентрациях относится к связанной форме углекислоты, а вторая половина к полусвязанной (пришедшей из углекислого газа). Растворение известняка будет проходить до тех пор, пока через воду будет пропускаться углекислый газ. Причем увеличение содержания в растворе бикарбонат иона будет требовать увеличение концентрации углекислого газа в воде для поддержания процесса растворения.
После окончания пропускания углекислого газа через воду система начнет приходить в новое равновесное состояние. Закончится растворение известняка и начнется постепенное выделение растворенной свободной углекислоты в окружающий воздух. В атмосфере Земли средняя концентрация углекислого газа составляет примерно 0,4 мг/л. Соответственно, в идеальных условиях концентрация углекислого газа в воде должна достичь такой же концентрации. Но в природе в открытых проточных водоемах концентрация свободной углекислоты составляет от 2 до 5 мг/л, что соответствует значению рН 7,7-7,9. Вероятно, это связано с определенными биологическими и геологическими процессами обеспечивающими поступление углекислого газа в воду не из атмосферы.
Таким образом, при выделении углекислоты из воды в атмосферу реакция по уравнению (5) протекает в сторону образования твердого карбоната кальция. В конце концов, достигается «конечное» равновесие и вода начинает обладать ионным составом свойственным для геологических и биологический условий данной местности. В нашем эксперименте это контакт с известняком и атмосферным воздухом.
Понимая, что такое связанная, полусвязанная и свободная углекислота в воде рассмотрим уравнение реакций протекающих при термической деаэрации Na-катионитовой воды. Классический подход выделяет три стадии удаления всех видов углекислоты из воды
Стадия 1
Выделение свободной СО2 за счет кипения и отвода с паром. Данный процесс должен происходить (начинать и завершаться) в деаэрационной колонке. При условии начала кипения подпиточной воды на тарелках. Для этого должен быть обеспечен подогрев подпиточной воды перед деаэрационной колонкой. Чем выше подогрев подпиточной воды, тем раньше начинается кипение в деаэрационной колонке, тем эффективнее и полнее осуществляется отвод свободной углекислоты из подпиточной воды. В случае отсутствия кипение или позднего начала кипения подпиточной воды в деаэрационной колонке свободная углекислота может попасть в деаэраторный бак, где будет связана в бикарбонат натрия карбонатом натрия образовавшегося там при разложении предыдущего бикарбоната натрия (по уравнению 6 процесс справа налево) и тем самым процесс выделения полусвязанной углекислоты значительно затормозится. Будет требоваться гораздо большее время пребывания воды в деаэраторном баке и гораздо больше пара придется подавать на барботаж воды.
Стадия 2
На второй стадии происходит разрушение бикарбонат иона за счет продолжающегося интенсивного отвода углекислоты из воды с образованием карбоната (6). Данный процесс происходит, как правило, в деаэраторном баке при интенсивном барботаже воды паром.
2NaHCO3<->Na2CO3+Н2CO3свобод<-> Na2CO3+CO2газ+ Н2О (6)
Полноту протекания данного процесса в деаэраторе можно оценить по значению рН воды после деаэратора. Значение рН воды после деаэратора будет определяться по отношению содержания карбонат-иона к гидрокарбонат-иону (Уравнение Хендерсона-Хассельбальха для разложения бикарбоната HCO3<->H+CO3)
 (7)
(7)
К примеру, вода, содержащая 2 моля бикарбоната натрия (6), подвергается барботированию в деаэраторе. В результате отвода СО2 бикарбонат ион переходит в карбонат ион. В зависимости от интенсивности отвода СО2 на выходе из деаэратора в воде устанавливается равновесие между карбонатом и бикарбонатом при этом происходит только половина разложения бикарбоната. Соответственно, в результате парового барботажа воды получаем содержание в ней 1 моля бикарбоната натрия, 0,5 моль карбоната натрия и 0,5 моль углекислого газа. Углекислый газ был отведен в атмосферу. Тогда, в соответствии с (7) получаем:
Значение рН дегазированной воды после деаэратора получается 9,99. При этом в деаэраторе произведена отгонка только свободной углекислоты и разрушение и отгонка половины полусвязанной углекислоты (четвертая часть исходного бикарбоната).
Предположим, в деаэраторе разрушается не половина, а ¾ бикарбоната натрия. Тогда, получаем в результате отгонки углекислоты, остается одна четверть бикарботана или 0,5 моля бикарбоната и, соответственно, на 0,5 моля на карбонат, 0,5 моля на гидрат и 1 моль на углекислоту (которую отогнали в деаэраторе). В данном случае половину углекислоты удалили в деаэраторе от исходного количества бикарбоната. В данном примере в воде появляется гидрат в результате процесса гидролиза карбонатов. В данном случае уравнение (7) запишется следующим образом:
Процесс гидролиза бикарбонатов и карбонатов подробно рассмотрен в статье Тихонова И. А. «Определение количества бикарбонатов, карбонатов и гидратов в воде в зависимости от значения рН воды» tiwater.info
Рассчитаем значение рН воды, которое необходимо получить на выходе из деаэратора соответствующее равному (одинаковому) содержание бикарбоната и карбоната, т.е. бикарбоната, карбоната и угольной кислоты будет равное количество по 0,665 моля. 0,665*3= 2 моля исходного бикарбоната. Соответственно
Значение рН=10,3 соответствует константе диссоциации бикарбоната по уравнению HCO3<->H+CO3. Т.е. количество бикарбоната равно количеству карбоната. Можно сказать, что при данном рН воды половина бикарбоната подпиточной воды разложилась в деаэраторе, но при этом отогналась только третья часть общей суммы всех форм диоксида углерода (8).
0,665NaHCO3<-> 0,665Na2CO3+ 0,665CO2газ+Н2О (8)
Стадия 3
Третья стадия — Продолжение отвода углекислоты из воды при интенсивном кипении, за счет чего карбонат гидролизируется с образованием углекислого газа и высвобождением гидроксил иона из молекулы воды (9). Данный процесс не требует отвода углекислоты из воды. Это обычная реакция гидролиза технической соды в воде. Поэтому, вероятно, неправильно говорить о разрушении связанной углекислоты (карбоната) за счет отвода газообразной углекислоты. Скорее надо говорить о гидролизе технической соды в воде. Данные условия обеспечиваются как в деаэраторе, так и тем более в котле. Можно сказать, что скорость протекания реакции (9) лимитируется остаточным содержанием бикарбоната в воде, а не скоростью отвода углекислого газа в (9). А, уже, концентрация бикарбоната зависит от эффективности отвода растворенной углекислоты (6).
Na2CO3+ H2O<->2NaOH+ CO2газ (9)
Na2CO3+ H2O<-> NaOH+ NaHCO3 (10)
Считается, что чем выше температура и давление в котле, тем полнее происходит разложение карбонатов в котловой воде, за счет условий обеспечивающих чрезвычайно эффективный отвод углекислоты из воды. Полное разложение карбонатов получается в котлах при давлении 5 МПа [1]. Тем не менее, автор считает, что разрушения карбонатов как такового нет. Происходит их гидролиз (9,10). Соответственно, чем меньше бикарбоната в воде, тем полнее идет гидролиз карбонатов, и именно это определяет полноту разложения карбоната. Так, при работе парового котла на давлении 6 бар и подпитке котла обессоленной водой после обратного осмоса с щелочностью около 0,25 мг-экв/л в котловой воде фактически не обнаруживается бикарбонат и карбонат ион. Только гидроксил (присутствует только фенолфталеиновая щелочность).
Обратите внимание, что после деаэратора, при его нормальной работе, вода имеет значение рН, как правило, около 8,5-10,0, что говорит об одновременном протекании в деаэраторе реакций (6) и (9,10).
Таким образом, можно записать:
2NaHCO3<->Na2CO3+Н2CO3полусвяз<-> Na2CO3+CO2газ+Н2О<->2NaOH+CO2газ (11)
В результате в деаэраторе и деаэраторной колонке происходят следующие процессы. В воде ХВО поступающей в деаэратор, как правило, содержится свободная углекислота, которая не позволяет осуществляться реакции (6) уравновешивая бикарбонат. Постепенно удаляя свободную углекислоту из воды, бикарбонат начинает переходить в карбонат. При этом карбонат гидролизируется в воде на гидроксид натрия и углекислый газ, который удаляется с паром. Гидроксид натрия повышает значение рН воды.
Итак, непосредственно в деаэраторе должна выделяться вся свободная углекислота и часть полусвязанной углекислоты. Как показано выше, при значении рН деаэрированной воды около 10 только половина полусвязанной углекислоты выделится в деаэраторе. Соответственно, оставшаяся часть перейдет в котел, где будет происходить выделение углекислоты в пар по одновременно протекающим реакциям (6) и (9,10). В котле фактически полностью завершиться переход бикарбонат иона в карбонат (6) и, соответственно, образование гидроксида натрия из карбоната (9,10). Полнота разложения бикарбонатов, а не как принято говорить карбонатов, в котле будет определяться величиной щелочности подпиточной воды, процентом возврата конденсата, давлением в котле.
Если предположить условия: что вся свободная углекислота выделится в деаэраторной колонке. Затем в деаэраторном баке выделится углекислота от разрушения половины полусвязанного бикарбоната; Далее в котле выделится вторая половина полусвязанного бикарбоната, а так же в деаэраторе и в котле будет происходить гидролиз карбоната натрия. То можно сказать, что в деаэраторе выделится количество углекислоты равное четверти содержания бикарбонат-иона (щелочности) подпиточной воды, а в котле выделится количество углекислоты численно равное трем четвертям значения щелочности подпиточной воды. Значение рН деаэрированной воды будет 9,99.
Запишем:
СО2пит=3/4*Щподп , ммоль/л (9)
где,
СО2пит – концентрация связанной и полусвязанной углекислоты в питательной воде;
Щподп – щелочность подпиточной воды, ммоль/л
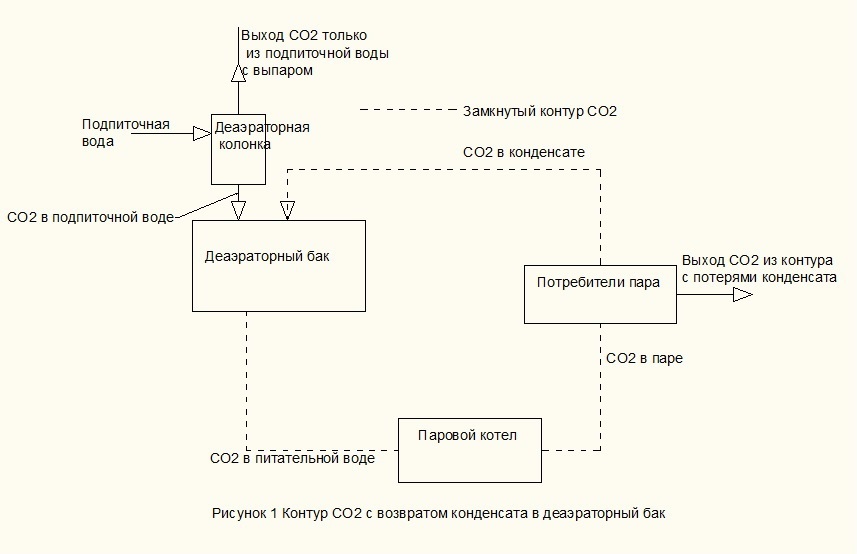
Запишем уравнение материального баланса по углекислоте для деаэратора (рис.1).
(1-q)*CO2пит+q*СО2под=1*СО2пит (12)
где,
q – доля подпитки воды ХВО или доля потери конденсата;
СО2пит— концентрация углекислоты в питательной воде равна СО2пар.
Данная запись уравнения материального баланса углекислоты в деаэраторе предполагает, что концентрация углекислоты в паре равна концентрации углекислоты в питательной воде. Т.е. в котле происходит полное разложение бикарбонатов и карбонатов, и возврат конденсата осуществляется в деаэраторный бак (не деаэраторную колонку) (рис.1).
Решив уравнение, получаем
СО2пит=СО2под=3/4*Щподп (13)
Получается, что в случае возврата конденсата без отгонки свободной углекислоты (в деаэраторный бак) содержание углекислоты в питательной воде не зависит от доли возврата конденсата. В производственной практике автора довольно часто встречаются подобные случаи. Даже при возврате 90% конденсата в котельную, при неправильной работе деаэратора, конденсат содержит большое количество углекислоты и коррозионно агрессивен.
Т.е. если щелочность подпиточной воды 2,5 ммоль/л и доля подпитки составляет всего 10%, содержание углекислоты в конденсате составит ¾*2,5=0,93 ммоль/л или 0.93*44=41мг/л, что превышает допустимое количество углекислоты в паре (20 мг/л) в 2 раза. Это говорит о том, как важно отгонять углекислоту из конденсата при возврате его в деаэратор.
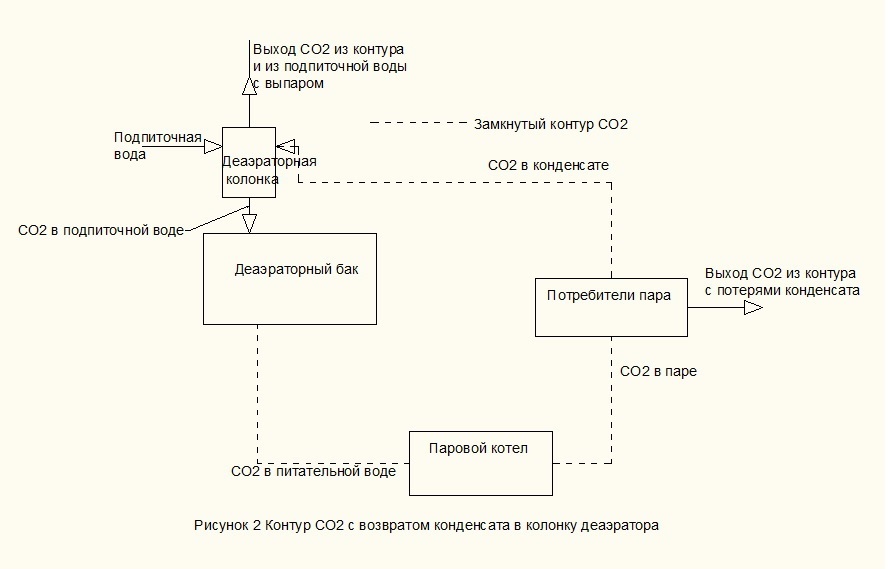
Если производится отгон углекислоты из конденсата. Конденсат возвращают в деаэраторную колонку (рис.2), тогда
(1-q)*CO2конд+q*СО2под=1*СО2пит
CO2конд=0
СО2пит= q*СО2под (14)
Тогда для вышеприведенных условий
СО2пит=0,1*3/4*2,5=0,093 ммоль/л или 4,1 мг/л.
Для значения щелочности подпиточной воды 2,5 ммоль/л, в случае «идеальной» работы деаэратора, т.е. значительный подогрев исходной воды 80С и более; использование пара на «зеркало» продувку деаэрационной колонки; использование пара на барботаж, при этом температуру воды в баке лучше поддерживать не менее 108 С; время нахождения воды в деаэрационном баке не менее 1 часа. При данном режиме работы можно получить значение рН деаэрированной воды около 10,3 (из собственного опыта эксплуатации). При этом ранее было показано, что в деаэраторе отгоняется 1/3 часть угольной кислоты. Соответственно, концентрация углекислого газа в питательной воде и, соответственно, в паре составит:
- При отсутствии возврата конденсата
СО2пит=1/3*2,5=0,83 ммоль/л или 36,7 мг/л.
Концентрация СО2 в паре близка к нормативу (до 20 мг/л)
- При возврате конденсата 50%
СО2пит=1/3*0,5*2,5=0,417 ммоль/л или 18,3 мг/л.
- При любом проценте возврата конденсата без отгонки углекислоты в деаэраторной колонке
СО2пит=1/3*2,5=0,83 ммоль/л или 36,7 мг/л.
Даже при «идеальной» работе деаэратора возврат конденсата без предварительной отгонки углекислоты в деаэраторной головке приводит к повышенному содержанию углекислоты в паре.
Приведенные выше примеры и расчеты предполагают полное разложение бикарбонатов и гидролиз карбонатов в котле. Тем не менее, считается, что в реальных условиях, как уже было сказано, полное разложение не достигается. Для оценки степени разложения бикарбоната и гидролиза карбоната на работающем котле достаточно провести анализ на щелочность котловой воды по фенолфталеину и метилоранжу. Доля неразложившегося карбоната и бикарбоната в котле определяется долей метилоранжевой щелочности в общей щелочности котловой воды.
∂к =Щм.о/(Щф/ф+ Щм.о) (15)
где,
∂к -доля углекислоты, оставшаяся в виде бикарбоната и карбоната в котловой воде после отгонки части углекислоты;
Щм.о-щелочность по метилоранжу, моль/л;
Щф/ф – щелочность по фенолфталеину, моль/л.
Для пояснения рассмотрим несколько примеров.
Предположим щелочность исходной воды составляет НСО3 = 10 ммоль/л. Производим отгонку углекислоты. Затем, производим анализ воды на щелочность по фенолфталеину и метилоранжу. В результате получаем, что количество кислоты на титрование по фенолфталеину равно 1 мл, по метилоранжу 9 мл.
Запишем схему разложения бикарбоната (Процесс разложения бикарбоната описан в статье Тихонова И. А. «Определение количества бикарбонатов, карбонатов и гидратов в воде в зависимости от значения рН воды», tiwater.info ):
8,0NaHCO3<-> 1,0Na2CO3+ 1,0CO2газ+Н2О
Т.е. концентрация бикарбоната 8,0 ммоль/л, карбоната – 1 ммоль/л. Количество выделившегося углекислого газа составит 1,0 ммоль/л. Исходное количество бикарбоната было 10 ммоль/л.
Получаем,
∂к =Щм.о/(Щф/ф+ Щм.о) =9/(9+1)=0,9
0,9 – доля углекислоты, оставшаяся в виде бикарбоната и карбоната в воде.
Т.е. только 10 % углекислоты было удалено, что соответствует схеме разложения бикарбоната. Исходного бикарбоната 10 ммоль/л, количество удаленного углекислого газа 1,0 ммоль/л.
Продолжаем отгон углекислоты из воды и получаем следующие показатели:
По результатам анализа: количество кислоты по фенолфталеину – 6 мл, по метилоранжу – 4 мл.
Запишем схему разложения бикарбоната:
2,0NaHCO3<-> 2,0Na2CO3+ 2,0CO2газ+Н2О<->4NaOH+4CO2газ
Т.е. концентрация бикарбоната 2,0 ммоль/л, карбоната – 2,0 ммоль/л, гидрата – 4 ммоль/л. Количество выделившегося углекислого газа составит 2,0+4,0=6 ммоль/л.
Получаем,
∂к =Щм.о/(Щф/ф+ Щм.о) =4/(6+4)=0,4
0,4 – доля углекислоты, оставшаяся в виде бикарбоната и карбоната в воде.
Т.е. только 60 % углекислоты было удалено, что соответствует схеме разложения бикарбоната. Исходного бикарбоната 10 ммоль/л, количество удаленного углекислого газа 6,0 ммоль/л.
Пример из производственной практики: Паровой котел. Давление пара 8 бар. Для подпитки используется Na-катионитовая воды с щелочность – 2,0 ммоль/л. Деаэраторная головка отсутствует. Возврат конденсата непосредственно в деаэраторный бак в количестве 70 % от паропроизводительности. Доля подпитки ХВО – 0,3. Температура в деаэраторном баке поддерживается при помощи барботажа на уровне 90-99 С.
Получаемая при этом щелочность котловой воды
Щф/ф=20,0 – 21,0 ммоль/л
Щм.о=1,5 — 2,0 ммоль/л
тогда
∂к =1,5/(20+1,5)=0,07 или в процентах 7 %
Т.е. количество оставшегося в котловой воде бикарбоната и карбоната составит 7 % от количества бикарбоната и карбоната, поступивших в котел.
Таким образом, для данного рассматриваемого примера можно записать, что концентрация углекислоты в паре составит:
СО2пара=(1-0,07)* Щпит=0,93*2,0=1,86 ммоль/л или 81,84 мг/л
Концентрация углекислоты в паре значительно превышает нормативную.
Если в данном примере установить деаэраторную колонку и производить отгонку углекислоты из конденсата при подаче его в бак получим,
СО2пара=0,3*(1-0,07)* Щпит=0,3*0,93*2,0=0,558 ммоль/л или 24,5 мг/л
Что фактически соответствует требованиям норматива.
В итоге можно записать следующую формулу для расчета концентрации углекислоты в паре при условии отгонки углекислоты из возвращаемого конденсата:
СО2пара=44*q*(1-∂к) *Щпит= 44*q*(1- ∂к)*∂д*Щподп, мг/л (16)
где,
q-доля подпитки ХВО;
Щпит— щелочность питательной воды после деаэратора на котел, ммоль/л;
Щподп— щелочность подпиточной воды (на входе в деаэратор), ммоль/л;
Щпит=∂д* Щподп, ммоль/л;
∂д— доля бикарбоната и карбоната оставшихся в питательной воде (неразложившейся щелочности) после их частичного удаления в деаэраторе.
Для работающих котлов определяется по формуле:
∂д= Щд.м.о /(Щд.ф/ф+ Щд.м.о) (17)
Щд.ф/ф, Щд.м.о –щелочность по фенолфталеину и метилоранжу деаэрированной (питательной) воды, ммоль/л.
Для предварительных расчетов, при обеспечении «идеальных» условий работы деаэратора (подача пара на «зеркало» и на паровой барботаж емкости), можно принять величину этой доли равной ∂д=0,65-0,85. При работе деаэратора без парового барботажа значение доли бикарбоната и карбоната оставшихся в деаэрированной воде равно 1 (∂д=1).
∂к— доля бикарбоната и карбоната оставшихся в котловой воде. Рассчитывается по формуле (15). Для предварительных расчетов принимается в зависимости от условий работы котла, исходной щелочности и доли возврата конденсата. Можно принять, что ∂к = 0,05 — 0,2. Чем больше щелочность исходной воды, тем больше должна быть принята доля ∂к.
Формула для расчета концентрации углекислоты в паре при возврате конденсата непосредственно в деаэраторный бак:
СО2пара=44*(1-∂к) *Щпит= 44*(1- ∂к)*∂д*Щподп, мг/л (18)
Выводы:
- Водно-химический режим паровых котельных зависит, прежде всего, от содержания в воде трех форм диоксида углерода. Соотношение форм диоксида углерода в воде (свободная углекислота, бикарбонат, карбонат) определяют значение рН воды, и, соответственно, ее способность к отложению солей или коррозионной агрессивности. Корректируя ионный состав воды, а также количество свободной углекислоты в воде, для паровых котлов низкого давления возможно ведение эффективного ВХР без применения дополнительных химических реагентов.
- Для обеспечения дегазации питательной воды перед паровым котлом эффективно применять термическую дегазацию. Химическую дегазацию можно использовать в исключительных случаях для котельных небольшой производительности и с соответствующим экономическим обоснованием, учитывающим риски повышенной коррозионной активности конденсата, риски с возможным недостаточно полным связыванием кислорода в питательной воде, а так же потери с повышенным расходом непрерывной продувки котла. Так же химическая дегазация требует производства дополнительных анализов при контроле ВХР. Возможно использование химической дегазации с использованием обратноосмотических мембран (Статья Тихонова И.А. – Дегазация воды с использованием обратноосмотических мембран, tiwater.info). Данная технология не имеет недостатков, присущих традиционной химической дегазации.
- Термическая деаэрация (дегазация) является важнейшей частью тепловой схемы котельной. Поддержание неверного режима работы деаэратора влечет за собой значительные экономические убытки.
- Важнейшим параметром качественной работы деаэратора является температура воды поступающей на деаэрацию. При температуре воды более 85 С вода быстро закипает на верхней тарелке деаэраторной колонки. Это условие определяет полноту отгонки кислорода и свободной углекислоты из воды. В случае отсутствии подогрева воды или недостаточном подогреве, деаэраторная колонка в верхней части работает не в режиме тепломасопередачи, а в режиме теплопередачи. В результате, при недостаточной высоте колонки или подаче пара на зеркало, кислород и свободная углекислота попадает в деаэраторный бак, при этом эффективность выделения кислорода значительно падает, а свободная углекислота частично связывается в бикарбонат. В этом случае для того чтобы натрий катионированная вода достигала значения рН хотя бы 8,5 будет требоваться большой расход пара на барботаж деаэраторного бака. В результате возникает большие потери с выпаром деаэратора.
- Термическая деаэрация не обеспечивает необходимых условий для удаления связанной и полусвязаной углекислоты из воды. Поэтому данную стадию неверно рассматривать как существенно влияющую на значение концентрации углекислоты в паре и конденсате. Для уменьшения значения концентрации углекислоты в паре и конденсате необходимо использовать технологии водоподготовки, существенно уменьшающие содержание щелочности в подпиточной воде.
- Паровой конденсат от потребителей пара необходимо возвращать в верхнюю часть деаэраторной колонки для отгонки свободной углекислоты, которая попадает в пар как продукт разложения бикарбонатов в котле.
- Зная значение рН или фенолфталеиновую и метилоранжевую щелочность питательной воды после деаэратора можно определить, насколько эффективно работает деаэратор по разрушению и отгонке углекислоты из воды.
- Интересный момент, в соответствии с требованиями НТД значение рН питательной воды для паровых котлов низкого давления должно находиться в диапазоне 8,5 – 10,5. Принято считать, что при надлежащей работе термического деаэратора в деаэраторе должно быть отогнана ровно половина суммы всех форм углекислоты в воде. Т.е. Полностью завершится протекание реакции (6). При этом значение рН такой воды будет 10,6!
Рисунок 1
© 2018 Tikhonov Ivan. tiwater.info
Рисунок 2
© 2018 Tikhonov Ivan. tiwater.info
Список использованных источников
- Водоподготовка и водный режим энергообъектов низкого и среднего давления. Справочник. Ю.М. Кострикин, Н.А. Мещерский, 1990 г.
