
Проблемы применения систем обратноосмотического обессоливания воды для подготовки воды для питания паровых котлов низкого давления
И.А. Тихонов
В данной статье представлены рассуждения о возможности применения обратноосмотического обессоливания воды для процессов водоподготовки паровых котельных. Показана эффективность применения подобных систем. Особое внимание уделено проблеме повышенного сброса воды при применении обратного осмоса. Показано, что в реальных условиях при правильном дизайне системы водоподготовки общее водопотребление котельной может быть даже меньше при использовании обратного осмоса, чем при использовании только Na – катионитового умягчения воды.
Применение технологии обратноосмотического обессоливания воды для паровых котельных низкого давления в настоящее время находит все большее применение. Основным преимуществом подобных систем водоподготовки является отсутствие необходимости в непрерывной продувке паровых котлов и паровой конденсат имеет низкую коррозионную активность.
Величина непрерывной продувки паровых котлов определяется значением солесодержания питательной воды. Чем больше солесодержание питательной воды, тем выше значение непрерывной продувки паровых котлов и тем выше перерасход газа. Т.к. обратный осмос обессоливает воду, то величина непрерывной продувки, как правило оказывается ниже 1% от паропроизводительности котла и, соответственно, может быть обеспечена периодической продувкой парового котла.
Вторая важная особенность применения обратного осмоса — это незначительное содержание углекислоты в возвратном конденсате. Углекислота в конденсате образуется в результате термического разложения бикарбонатов питательной и, соответственно, котловой воды на углекислоту и едкий натр. Углекислота уносится с паром, а едкий натр вызывает повышение рН котловой воды. Когда пар конденсируется, то углекислота начинает переходить в конденсат и вызывает углекислотную коррозию пароконденсатного тракта. Чем ниже температура конденсата, тем больше углекислоты будет растворяться в нем. Так при нормальном атмосферном давлении и температуре 100 0С в конденсате не будет растворятся углекислоты, но при температуре 60 0С в конденсате сможет растворится до 708 мг/л углекислого газа. Это накладывает серьезные требования к организации системы возврата конденсата. В противном случае в конденсате будет содержаться много железа, что будет требовать его очистки. Если питать котел конденсатом с высоким содержанием железа, то уже при небольших коэффициентах упаривания котловая вода будет очень грязной и не проходит по требованиям к прозрачности котловой воды. Обратный осмос удаляет почти весь бикарбонат ион из воды и, соответственно, в конденсате оказывается значительно меньшее количество углекислоты. Возвращаемый конденсат содержит незначительное количество железа и даже при высоких коэффициентах упаривания котловая вода остается прозрачной.
За счет высокого коэффициента упаривания котловой воды уменьшается непрерывная продувка котла. Соответственно уменьшается расход подпиточной воды.
Очевидно, что при использовании обратного осмоса количество сбрасываемого концентрата будет равно количеству непрерывной продувки при равенстве солесодержания воды концентрата и непрерывной продувки котла.
Рассмотрим 2 схемы питания парового котла. Схема с обратным осмосом (рисунок 1) и схема с Na – катионированием (рисунок 2)
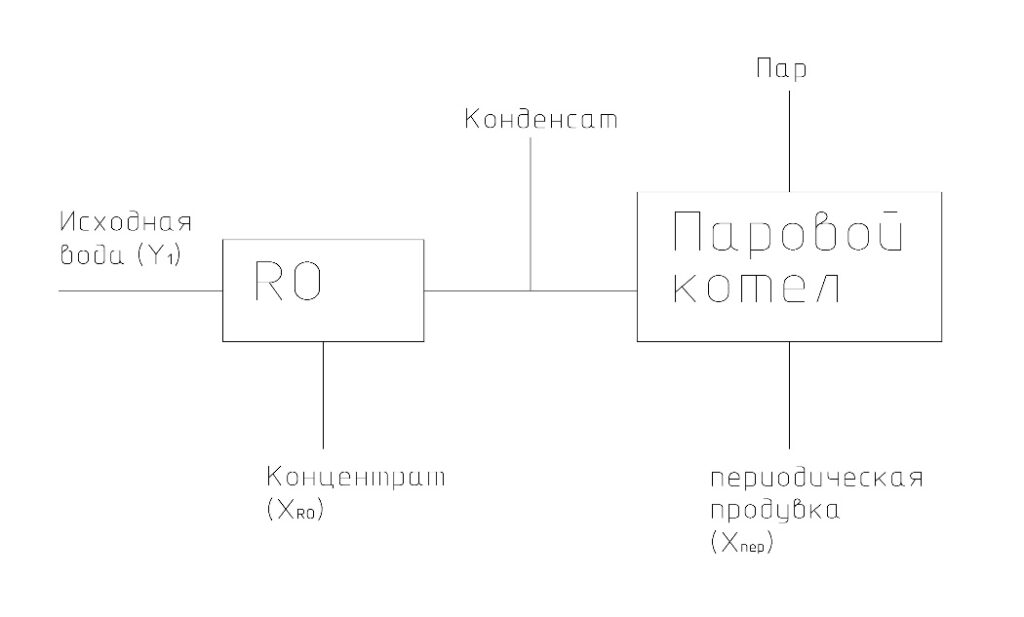
Рисунок 1
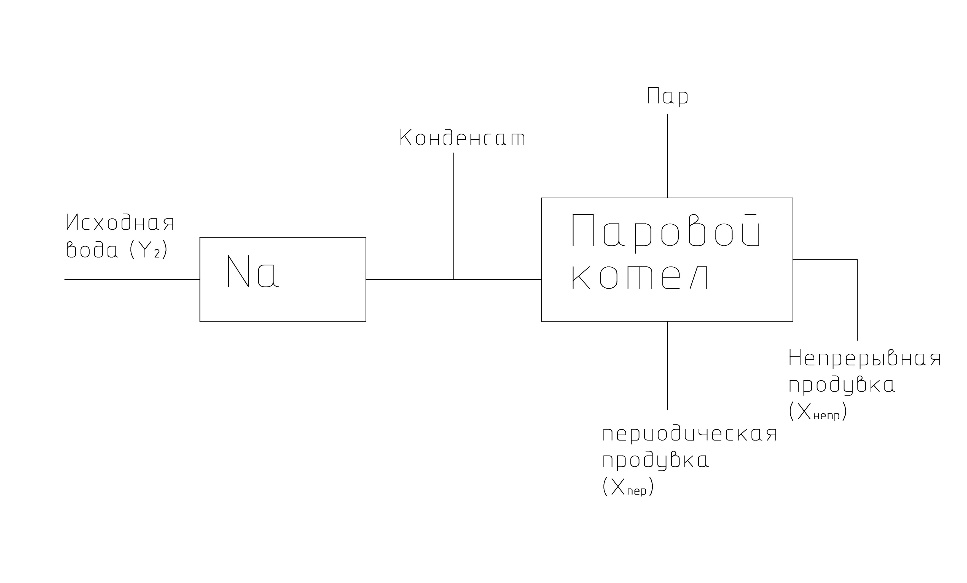
Рисунок 2
В первом случае непрерывная продувка парового котла отсутствует, но присутствует сброс концентрата с установки обратного осмоса. Во втором случае отсутствует постоянный сброс с установки Na – катионирования, но присутствует непрерывная продувка котла.
Зададим электропроводность котловой воды 100 мкСм/см (солесодержание около 60 мг/л). При этом электропроводность концентрата и непрерывной продувки котла примем одинаковой и равной 1500 мкСм/см. Очевидно, что в данном случае расходы воды концентрата и непрерывной продувки будут равны при условии, что пар и фильтрат обладают одинаковым минимальным солесодержанием. Соответственно, если принять, что электропроводность непрерывной продувки будет больше чем концентрата, то расход непрерывной продувки будет меньше чем концентрата.
Запишем уравнение материального баланса по соли приведенное к 1 кг производимого пара для обоих вариантов:
1-й вариант с обратным осмосом
![]()
2- й вариант с Na – катионированием
![]()
Где,
XRO = Y1 – 1, кг
Xнепр = Y2 – 1, кг
Y1,Y2 – Количество воды поступающей в систему для производства 1 кг пара, кг
XRO — Количество воды уходящее с концентратом обратного осмоса при производстве 1 кг пара, кг
Xнепр, Xпер – количество непрерывной и периодической продувки парового котла при производстве 1 кг пара.
Eисх – электропроводность исходной воды, мкСм/см
ERO – электропроводность концентрата установки RO
Eкот – электропроводность котловой воды.
Потоки пара и конденсата не учитываются, т.к. условно имеют нулевое солесодержание (электропроводность).
Примем, что количество периодических продувок для обоих случаев одинаково. При этом для варианта с обратным осмосом непрерывная продувка равна нулю Xнепр=0. Тогда при равенстве солесодержания концентрата и непрерывной продувки их количества тоже будут равны XRO= Xнепр. Т.е. расход воды для обоих вариантов будет одинаков Y1=Y2.
Электропроводность котловой воды регламентируется на уровне не более 6000 мкСм/см. Достичь такого же значения электропроводности для концентрата с установки обратного осмоса достаточно сложно для пресной воды. Тем не менее необходимо стремиться к максимально возможному солесодержанию концентрата.
Максимальное солесодержание концентрата можно получить, используя предварительное Na – катионитовое умягчение воды. Предварительное умягчение воды крайне полезно для работы котла, т.к. в данном случае в котле будет образовываться едкий натр, что полностью исключит возможность протекания углекислотной коррозии и образования твердых отложений на поверхности нагрева в случае незначительного проскока солей жесткости.
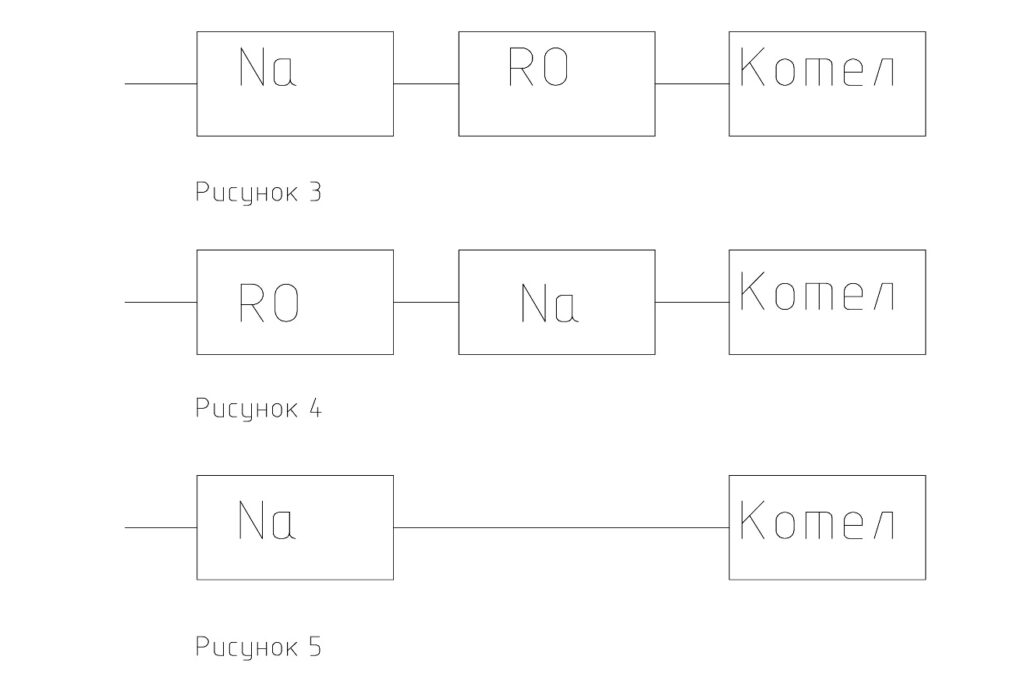
Соответственно, можно сравнить три возможных варианта системы водоподготовки для паровых котлов низкого давления. Первый вариант использует предварительное умягчение воды перед установкой обратного осмоса (рисунок 3). Второй вариант использует доумягчение пермеата после установки обратного осмоса (рисунок 4). Третий вариант использует только натрий катионирование (рисунок 5).
Для сравнения трех вариантов опишем проблемы их работы в виде таблицы 1.
Таблица 1
| Проблема | Na—RO | RO—Na | Na |
| 1. Отсутствие непрерывной продувки | Да | Да | Нет |
| 2. Повышенный расход воды | Нет | Да | Нет |
| 3. Требуется утилизация сточных вод | Да | Да | Да |
| 4. Требуется утилизация тепла сточных вод | Нет | Нет | Да |
| 5. Дополнительный расход электроэнергии | Да | Да | Нет |
| 6. Коррозионная активность конденсата | Нет | Нет | Да |
| 7. Сложность технологической схемы ВПУ | Простая | Сложная | Простая |
| 8. Возможность модернизации | Высокая | Отсутствует | Отсутствует |
Зеленый шрифт указывает на преимущества, красный на недостатки.
Остановимся подробнее на каждой проблеме.
- Отсутствие непрерывной продувки
Очевидно, что для вариантов с обратным осмосом будет отсутствовать непрерывная продувка котла. Для варианта с Na – катионированием непрерывная продувка может отсутствовать только при почти стопроцентном возврате конденсата.
- Повышенный расход воды
На данной проблеме остановимся подробнее.
Как было сказано ранее, если солесодержание концентрата обратного осмоса равно или больше солесодержания котловой воды, то расход воды для системы с обратным осмосом будет такой же или даже меньше, чем для системы только с Na – катионированием.
Рассчитаем две зависимости расхода исходной воды от электропроводности исходной и котловой воды. Зададимся значением фенолфталеиновой щелочности котловой воды равной 20 мг-экв/л. В большинстве случаев это соответствует значению электропроводности котловой воды равной 6000 мкСм/см.
Фенолфталеиновая щелочность равная 20 мг-экв/л без учета метилоранжевой щелочности говорит о том, что в котле содержится 20 мг-экв/л NaOH. 20 мг-экв/л NaOH соответствует значению электропроводности — 4800 мкСм/см. Соответственно 6000-4800= 1200 мкСм/см. Т.е. в котловой воде значение электропроводности 1200 мкСм/см обеспечивается солями NaCl и Na2SO4, что примерно соответствует 3,6 ммоль/л каждой соли. Зададимся, что щелочность исходной воды равна 2 мг-экв/л. Соответственно, коэффициент упаривания котловой воды равен 20/2=10. Т.о. в исходной воде содержится 2 мг-экв/л бикарбоната и 3,6/10=0,36 ммоль/л NaCl и Na2SO4. Этой концентрации солей соответствует значение электропроводности равное 375 мкСм/см. Сохраняя пропорции между бикарбонатом и солями сильных кислот построим зависимость между щелочностью исходной воды и ее электропроводностью. Данная зависимость представлена на рисунке 6. Т.о. если щелочность исходной воды равна 3 мг-экв/л, то ее электропроводность равна 515 мкСм/см и коэффициент упаривания в данном случае равен 20/3= 6,67.
Значение солей в концентрате обратного осмоса может быть получено в 6-8 раз больше, чем в исходной воде. И это только в том случае если перед обратным осмосом использовать предварительное умягчение воды. Таким образом задаваясь различными значениями щелочности исходной воды можно определить коэффициент упаривания котловой воды для значения фенолфталеиновой щелочности котловой воды 20 мг-экв/л и соответственно расход непрерывной продувки. Увеличение солесодержание солей в концентрате было определено исходя из возможностей работы установки обратного осмоса в условиях входной жесткости после установки умягчения 0,1 мг-экв/л и изначально заданного значения щелочности исходной воды.
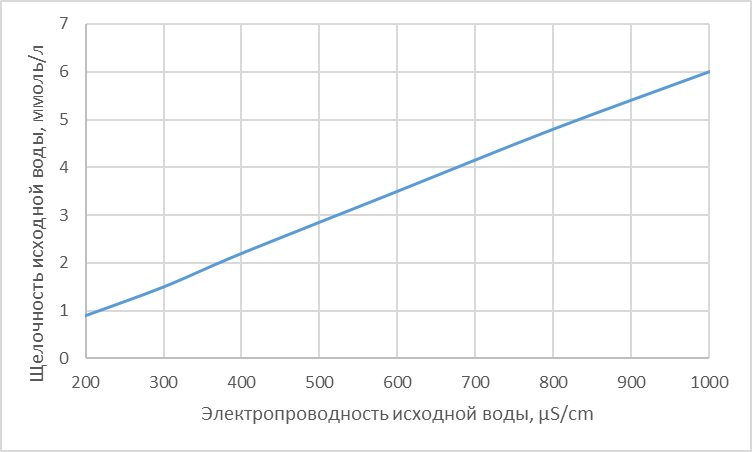
Рисунок 6
В результате для диапазона щелочности исходной воды от 1 до 6 мг-экв/л и для фенолфталеиновой щелочности котловой воды равной 20 мг-экв/л было определено соотношение расхода концентрата обратного осмоса к расходу непрерывной продувки (XRO/Xнепр). Данная зависимость представлена на рисунке 7. Т.е. если соотношение XRO/Xнепр=1, то расход концентрата в схеме с осмосом равен расходу непрерывной продувки в схеме с умягчением. При этом электропроводность исходной воды будет 520 мкСм/см. При электропроводности воды менее 500 мкСм/см расход концентрата будет выше, чем расход непрерывной продувки. Так при электропроводности исходной воды 350 мкСм/см XRO/Xнепр=1,4. Т.е. расход концентрата и соответственно исходной воды в этом случае на 40 % больше расхода воды для схемы с Na – катионированием. При электропроводности исходной воды 700 мкСм/см наоборот расход исходной воды будет на 30 % меньше в схеме с обратным осмосом (XRO/Xнепр=0,7).
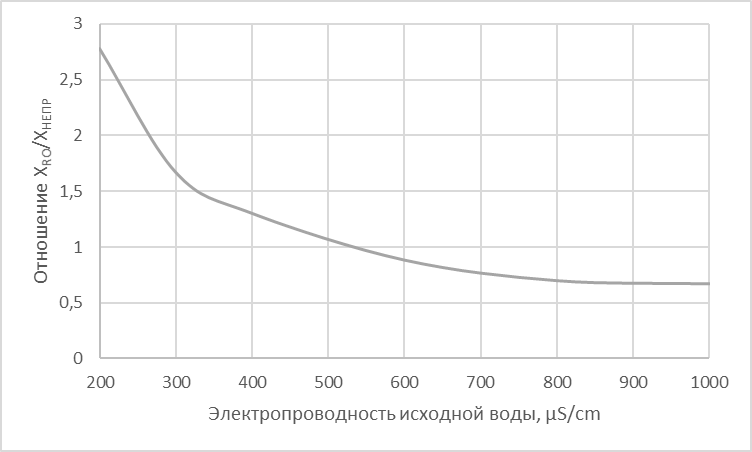
Рисунок 7
На рисунке 8 представлена зависимость отношений расхода концентрата к непрерывной продувке котла для фенолфталеиновой щелочности котловой воды 10 мг-экв/л. Дело в том, что на практике в случае возврата железистого конденсата при использовании только системы Na – катионитового умягчения воды сложно добиться электропроводности котловой воды 6000 мкСм/см. Котловая вода не будет соответствовать требованию на прозрачность. Во многих случаях приходится поддерживать электропроводность котловой воды в диапазоне 3500-4500 мкСм/см.
При фенолфталеиновой щелочности котловой воды равной 10 мг-экв/л электропроводность котловой воды будет равна около 3500 мкСм/см. При этом коэффициент упаривания котловой воды, к примеру, для щелочности исходной воды 2 мг-экв/л будет равен 10/2=5. Т.е. исходная вода будет упариваться только в пять раз.
По зависимости на рисунке 7 можно определить, что расход концентрата и расход непрерывной продувки для двух сравниваемых вариантов водоподготовки будут равны уже при электропроводности исходной воды около 250 мкСм/см. При электропроводности исходной воды более 250 мкСм/см расход концентрата установки обратного осмоса будет меньше расхода непрерывной продувки при использовании только Na – катионирования. Т.е. в схеме с обратным осмосом сброс воды с котельной будет ниже, чем в схеме с Na – катионированием.
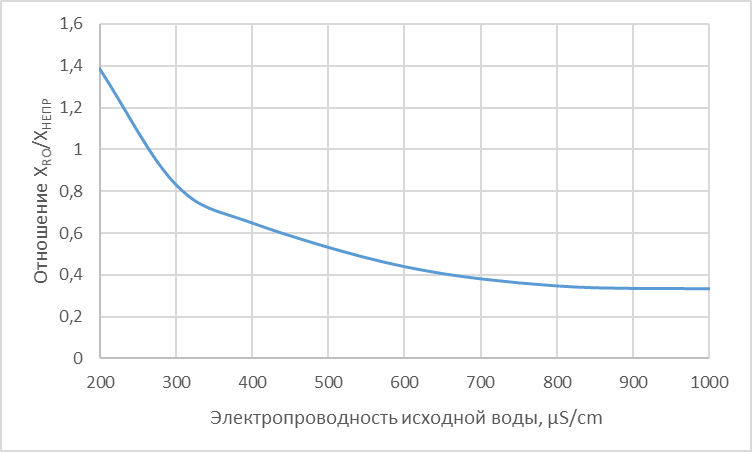
Рисунок 8
В любом случае необходимо обеспечить максимально возможную концентрацию солей в концентрате обратного осмоса. Это возможно только в схеме в предварительным умягчением воды перед обратным осмосом. В схеме с использованием антискалянта перед обратным осмосом невозможно будет добиться высокой кратности концентрирования. Поэтому в схеме на рисунке 4 будет все время наблюдаться повышенный расход воды. При этом в реальных условиях наименьший расход воды возможен именно в схеме на рисунке 3 (умягчение затем обратный осмос).
Представленные результаты справедливы независимо от доли возврата конденсата. Но необходимо понимать, что при высокой доле возврата конденсата, когда процент непрерывной продувки котла будет ниже 1 %, данная методика сравнения теряет физический смысл из-за принятого изначально допущения (количество периодической продувки одинаково для всех вариантов сравнения). Но также необходимо понимать, что в данном случае подпитка котла будет незначительной и соответственно будет требоваться установка обратного осмоса с небольшой производительностью. При этом качество конденсата вырастит значительно, что позволит значительно увеличить коэффициент упаривания котловой воды и соответственно экономить топливный газ.
- Требуется утилизация сточных вод
Для всех трех сравниваемых вариантов требуется утилизация сточных вод.
Для всех трех вариантов будет наблюдаться повышенное солесодержание сточных вод. Для варианта RO – Na будет также наблюдаться повышенная концентрация в сточных водах антискалянта, что будет требовать его утилизации путем разбавления концентрата обратного осмоса. Антискалянт будет дозироваться для исключения отложения карбоната кальция на поверхности мембран для варианта с обратным осмосом без предварительного умягчения.
- Требуется утилизация тепла сточных вод
Утилизация тепла сточных вод, в данном случае тепла непрерывной продувки, будет требоваться только для варианта с Na- катионированием исходной воды. Для вариантов с обратным осмосом солесодержание котловой воды будет обеспечиваться периодической продувкой котла.
- Дополнительный расход электроэнергии
Для вариантов с обратным осмосом будет требоваться дополнительный расход электроэнергии для создания давления перехода воды через обратноосмотическую мембрану обеспечивающим необходимую производительность по обессоленной воде.
- Коррозионная активность конденсата
В схемах с обратным осмосом будет производится почти полное удаление бикарбоната из питательной воды. В результате небольшое остаточное количество бикарбоната в питательной воде будет обеспечивать повышение рН котловой воды. При этом бикарбонат будет разлагаться с выделением углекислоты. Для сравнения в схеме с обратным осмосом остаточное содержание бикарбоната питательной воды в среднем составляет 0,05 – 0,2 мг-экв/л. Если принять, что бикарбонаты разлагаются только в котле то, при этих значениях бикарбоната в паре будет обнаруживаться около 0,05*44*0,9=1,98 мг/л или 0,2*44*0,1=7,92 мг/л углекислого газа. (где, 44 – молярная масса СО2; 0,9 – коэффициент полноты разложения бикарбонатов в котле). Многими производителями котлов допускается содержание углекислоты в паре не более 20 мг/л. В схеме с Na – катионированием бикарбонаты из воды не удаляются. Максимальное допустимое содержание бикарбонатов в питательной воде должно составлять не более 0,5 мг-экв/л. Соответственно, в паре концентрация СО2 будет равна 0,5*44*0,9=19,8 мг/л. В подавляющем большинстве поверхностных и подземных вод концентрация бикарбоната значительно больше, чем 0,5 мг-экв/л, что само по себе уже требует применение технологий водоподготовки с уменьшением концентрации бикарбонатов в питательной воде. Поэтому при использовании только Na – катионирования питательной воды будет наблюдаться высокая коррозионная активность конденсата. В случае высокой доли возврата конденсата может быть достигнута щелочность питательной воды ниже 0,5 мг-экв/л. Тем не менее значение СО2 равное 20 мг/л является неким компромиссом и для паровых котельных лучше выдерживать значительно меньшие значения концентрации СО2 в паре и конденсате.
Даже небольшие концентрации углекислоты могут привести к значительной коррозии конденсатопровода при условии значительного падения температуры конденсата.
- Сложность технологической схемы ВПУ
В данной проблеме говорится прежде всего об удобстве эксплуатации системы водоподготовки. В схеме RO-Na будет требоваться установка промежуточной емкости фильтрата и насосная станция, что в реальных условиях является довольно серьезным недостатком данной схемы. Прежде всего это будет требовать дополнительного места для размещения данного оборудования, что исключает возможность компактного размещения оборудования. Данное обстоятельство очень важно при организации работы компактных паровых котельных низкого давления. При этом будет требоваться дополнительный расход электроэнергии для подачи фильтрата обратного осмоса на Na – катионирование и далее в деаэратор.
В схема с Na – RO и Na подготовленную воду можно сразу направлять в деаэратор.
- Возможность модернизации
Схема с Na – катионированием исходной воды хорошо изучена, является базовой технологией водоподготовки для паровых котлов низкого давления, но не имеет возможности модернизации если в схеме водоподготовки используется только она одна.
Используя Na – катионирование совместно с обратным осмосом можно получить довольно много возможностей для модернизации схемы такой водоподготовки. Но необходимо учесть, что модернизацию можно производить только на схеме с предварительным умягчением воды перед обратным осмосом. В схеме без предварительного умягчения невозможно интегрировать обратный осмос и Na – катионирование и данные технологии водоподготовки работают независимо друг от друга.
Основные направления модернизации схемы Na — RO это:
- Использование концентрата обратного осмоса в процессе регенерации установки Na – катионирования.
- Использование химической деаэрации воды без увеличения солесодержания питательной воды.
В первом случае концентрат обратного осмоса насыщен солями натрия и соответственно такой концентрат можно использовать при регенерации установки Na – катионирования. Одни из вариантов использования концентрата обратного осмоса для регенерации установленной перед ним системы Na – катионирования представлен в патенте — https://tiwater.info/wp-content/uploads/2019/01/ru2655995c1-sposoby-opresnenija-vody.pdf
Версия на английском:
https://tiwater.info/wp-content/uploads/2019/01/ru2655995c1-water-distillation-method.pdf
Во втором случае дозирование сульфита натрия перед обратным осмосом позволит связывать кислород воды в сульфат и удалять его на мембране с концентратом. При этом подача фильтрата сразу в деаэратор без промежуточной емкости позволяет избежать повторного загрязнения питательной воды кислородом. Информация о данной технологии представлена по ссылке
https://tiwater.info/degazacija-vody-s-ispolzovaniem-obratnoosmoticheskih-membran/
версия на английском:
https://tiwater.info/wp-content/uploads/2020/02/ru2686146c1-the-method-of-degassing-water.pdf
В выводе к статье хочу отметить, что, учитывая все вышеизложенное и собственный опыт эксплуатации установок водоподготовки паровых котельных, система водоподготовки на базе Na – RO представляется наиболее перспективной и экономически и экологически оправданной для применения в паровых котельных низкого давления. При этом данная система имеет значительный потенциал для интеграции двух технологий водоподготовки и как следствие возможность значительно сократить количество сбрасываемой воды подлежащей дополнительной утилизации, а также упростить тепловую схему котельной.
Надеюсь, данная информация может быть полезной.
