
The problem of applying of the system of reverse osmosis water desalination for the preparation of feed water for low-pressure steam boilers
Ivan Tikhonov
This article presents arguments about the possibility of using reverse osmotic water desalination for water treatment processes in steam boilers. The effectiveness of such systems is shown. Special attention is paid to the problem of increased water discharge when using reverse osmosis. It is shown that in real conditions, with the correct design of the water treatment system, the total water consumption of the boiler room can be even less when using reverse osmosis than when using only Na – ion exchange softening.
The use of reverse osmosis for water desalination technology for low-pressure steam boilers is currently being increasingly used. The main advantage of such water treatment systems is that there is no need for continuous purging of steam boilers and steam condensate has a low corrosion activity.
The value of continuous purging of steam boilers is determined by the value of the salt content of feed water. The higher the salt content of feed water, the higher the value of continuous purging of steam boilers and the higher the gas overspend. Since reverse osmosis desalts water, the value of continuous purging, as a rule, is lower than 1% of the boiler’s steam capacity and, accordingly, can be provided by periodic purging of the steam boiler.
The second important feature of the application of reverse osmosis is the low content of carbon dioxide in the return condensate. Carbon dioxide in condensate is formed as a result of thermal decomposition of bicarbonates of feed water and, respectively, boiler water into carbon dioxide and sodium hydroxide. Carbon dioxide is carried away with steam, and caustic soda causes an increase in the pH of boiler water. When the steam condenses, the carbon dioxide begins to pass into the condensate and causes carbon dioxide corrosion of the steam condensate path. The lower the temperature of the condensate, the more carbon dioxide will be dissolved in it. So at normal atmospheric pressure and a temperature of 100 0C, no carbon dioxide will be dissolved in the condensate, but at a temperature of 60 0C, up to 708 mg/l of carbon dioxide can be dissolved in the condensate. This imposes serious requirements on the organization of the condensate return system. Otherwise, the condensate will contain a lot of iron, which will require cleaning. If you feed the boiler with condensate with a high iron content, then even with small evaporation coefficients, the boiler water will be very dirty and does not meet the requirements for the transparency of the boiler water. Reverse osmosis removes almost all bicarbonate ions from the water and consequently the condensate contains significantly less carbon dioxide. The returned condensate contains a small amount of iron and even at high evaporation rates the boiler water remains transparent.
Due to the high coefficient of evaporation of boiler water, continuous purging of the boiler is reduced. Accordingly, the make-up water consumption is reduced.
It is obvious that when using reverse osmosis, the amount of concentrate discharged will be equal to the amount of continuous purge, with the salinity of the concentrate water equal to the salinity of the continuous purge of the boiler.
Let’s look at 2 schemes for water treatment of a steam boiler. Reverse osmosis scheme (figure 1) and Na – ion exchange softening scheme (figure 2)

Figure 1

Figure 2
In the first case, there is no continuous purging of the steam boiler, but there is a discharge of concentrate from the reverse osmosis unit. In the second case, there is no permanent discharge from the Na – softener unit, but there is continuous purging of the boiler.
Let’s set the electrical conductivity of boiler water to 100 μS/cm (salinity about 60 mg/l). In this case the electrical conductivity of the concentrate and continuous purging of the boiler is the same and equal to 1500 μS/cm. Under such conditions, the water consumption of the concentrate and continuous purge will be equal, provided that the steam and filtrate have the same minimum salt content. Accordingly, if we assume that the electrical conductivity of the continuous purge is greater than that of the concentrate, then the consumption of the continuous purge will be less than that of the concentrate.
Let’s write down the material balance equation for salt in case of production of 1 kg of steam for both options:
1st option with reverse osmosis
![]()
2nd option with Na – softener
![]()
where,
XRO = Y1 – 1, kq
Xcont = Y2 – 1, kg
Y1,Y2 – The amount of water entering the system to produce 1 kg of steam, kg
XRO – The amount of water leaving with the reverse osmosis concentrate in case of production of 1 kg of steam, kg
Xcont, Xper – the amount of continuous and periodic purging of the steam boiler in case of production of 1 kg of steam.
Esour – electrical conductivity of source water, μS/cm
ERO – electrical conductivity of the concentrate of RO unit
Eboil – electrical conductivity of boiler water.
Steam and condensate flows are not taken into account, since they are assumed to have zero salinity (electrical conductivity).
Let’s assume that the number of periodic purges is the same for both cases. In this case, for the reverse osmosis option, the continuous purge is zero Xcont=0. Then if the amount of salt of the concentrate and the amount of salt of continuous purging are equal, their consumptions will also be equal XRO= Xcont. That is, the water consumption for both options will be the same Y1=Y2.
The electrical conductivity of boiler water is regulated at a level of no more than 6000 μS. It is quite difficult to achieve the same electrical conductivity value for a concentrate from a reverse osmosis plant for fresh water. However, it is necessary to strive for the maximum possible salt content of a concentrate of a RO unit.
The maximum salt content of the concentrate can be obtained using pre-Na – softener. Pre-softening of water is extremely useful for the operation of the boiler, because in this case, caustic soda will be formed in the boiler water, which completely eliminates the possibility of carbon dioxide corrosion and the formation of solid deposits on the heating surface in case of minor ingress of hardness salts into the boiler water.
Accordingly, it is possible to compare three variants of the water treatment system for low-pressure steam boilers. The first option uses pre-softening of water before installing reverse osmosis (figure 3). The second option uses permeate softening after reverse osmosis is installed (figure 4). The third option uses only ion exchange softening (figure 5).

To compare the three options, we will describe the problems of their work in the form of a table 1.
Table 1
| Problem | Na–RO | RO–Na | Na |
| 1. No continuous purging | Yes | Yes | No |
| 2. Increased water consumption | No | Yes | No |
| 3. Disposal of sewage is required | Yes | Yes | Yes |
| 4. Utilization of heat from waste water is required | No | No | Yes |
| 5. Additional power consumption | Yes | Yes | No |
| 6. Corrosive condensate | No | No | Yes |
| 7. Complexity of the technological scheme of water treatment | Simple | Сomplicated | Simple |
| 8. The possibility of upgrading | High | Low | Low |
Green font indicates the advantages, red for disadvantages
Let’s take a closer look at each problem.
- No continuous purging
Obviously, for reverse osmosis options, there will be no continuous purging of the boiler. For the Na – softener option, continuous purging can only be absent if the condensate returns almost one hundred percent.
- Increased water consumption
Let’s look at this problem in more detail.
As it has been mentioned earlier, if the salt content of the reverse osmosis concentrate is equal to or greater than the salt content of the boiler water, then the water consumption for a reverse osmosis system will be the same or even less than for a system with only Na – softener.
We calculate two dependences of the flow rate of the source water on the electrical conductivity of the source and boiler water. Let’s set the value of phenolphthalein alkalinity of boiler water equal to 20 mg-EQ/l. In most cases, this corresponds to the value of electrical conductivity of boiler water equal to 6000 μS/cm.
A phenolphthalein alkalinity of 20 mg-EQ/l excluding methylorange alkalinity indicates that the boiler water contains 20 mg-EQ/l NaOH. 20 mg-EQ/l NaOH corresponds to the value of electrical conductivity – 4800 μS/cm. Respectively 6000-4800= 1200 μS/cm. That is, in boiler water, the electrical conductivity values of 1200 μS/cm are provided by NaCl and Na2SO4 salts, which approximately corresponds to a concentration of 3.6 mmol/l of each salt. Let’s assume that the alkalinity of the source water is 2 mg-EQ/l. Accordingly, the coefficient of evaporation of boiler water is 20/2=10. Thus, the source water contains 2 mg-EQ/l of bicarbonate and 3.6/10=0.36 mmol/l of NaCl and Na2SO4. This salt concentration corresponds to an electrical conductivity value of 375 μS/cm. Keeping bicarbonate and strong acid salts in proportion, we construct a dependence between the alkalinity of the source water and its electrical conductivity. This dependence is shown in figure 6. Thus, if the alkalinity of the source water is 3 mg-EQ/l, then its electrical conductivity is 515 μS/cm and the evaporation coefficient in this case is 20/3= 6.67.
The value of salts in the reverse osmosis concentrate can be increased sixfold-eightfold more than in the source water. And this is only if you use pre-softening of water before reverse osmosis. Thus, by setting different values of the source water alkalinity, it is possible to determine the boiler water evaporation coefficient for the value of the phenolphthalein alkalinity of the boiler water of 20 mg-EQ/l and, accordingly, the continuous purge flow rate. The increase in the salt content of the concentrate was determined based on the ability of the reverse osmosis unit to operate under the conditions of hardness after the softening unit of 0.1 mg-EQ/l and the initial set value of the alkalinity of the source water.
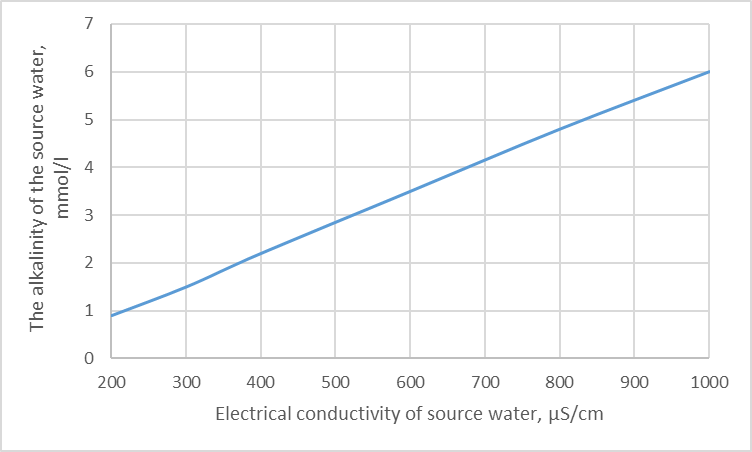
Figure 6
As a result, the ratio of the flow rate of reverse osmosis concentrate to the flow rate of continuous purging was determined for the initial water alkalinity range from 1 to 6 mg-EQ/l and for the phenolphthalein alkalinity of boiler water equal to 20 mg-EQ/l (XRO/Xcont). This dependence is shown in figure 7. In other words, if the ratio XRO/Xcont=1, the concentrate flow rate in the osmosis scheme is equal to the continuous purge flow rate in the softening scheme. In this case, the electrical conductivity of the source water will be 520 μS/cm. If the electrical conductivity of water is less than 500 μS/cm, the concentrate flow rate will be higher than the continuous purge flow rate. So when the electrical conductivity of the source water is 350 μS/cm, XRO/Xcont=1,4. That is, the consumption of concentrate and, accordingly, the source water in this case is 40% higher than the water consumption for the Na – softener scheme. If the electrical conductivity of the source water is 700 μS/cm, on the contrary, the flow rate of the source water will be 30% less in the reverse osmosis scheme (XRO/Xcont=0,7).

Figure 7
Figure 8 shows the dependence of the ratio of concentrate consumption to continuous boiler purge for the phenolphthalein alkalinity of boiler water 10 mg-EQ/l. The fact is that in practice, in the case of returning condensate with a high concentration of iron, when using only the Na–water softening system, it is difficult to achieve a value of electrical conductivity of boiler water equal to 6000 μS/cm. Boiler water will not meet the transparency requirements. In many cases, it is necessary to maintain the electrical conductivity of boiler water in the range of 3500-4500 μS/cm.
If the phenolphthalein alkalinity of the boiler water is equal to 10 mg-EQ/l, the electrical conductivity of the boiler water will be about 3500 μS/cm. In this case, the coefficient of evaporation of boiler water, for example, for the alkalinity of the source water of 2 mg-EQ/l will be equal to 10/2=5. That is, the source water will be evaporated only fivefold.
Depending on the figure 7, we can determine that the amount of concentrate and the amount of continuous purge while comparing two options of water treatment will be equal when electric conductivity of raw water is about 250 µS/cm. If the electrical conductivity of the source water is more than 250 mcm/cm, the flow rate of the reverse osmosis plant concentrate will be less than the flow rate of continuous purging when using only Na – softener. That is, in the reverse osmosis scheme, the discharge of water from the boiler room will be lower than in the Na – softener scheme.

Figure 8
In any case, it is necessary to ensure the maximum possible concentration of salts in the reverse osmosis concentrate. This is only possible in the scheme with pre-softening of water before reverse osmosis. In a scheme using an anti-scalant before reverse osmosis, it will be impossible to achieve a high concentration multiplicity. Therefore, in the diagram in figure 4, there will always be an increased water consumption. At the same time, in real conditions, the lowest water consumption is possible in the scheme in figure 3 (softening then reverse osmosis).
The presented results are valid regardless of the percentage of condensate return. However, it should be understood that with a high percentage of condensate return, when the percentage of continuous boiler purge is below 1 %, this under discussion method loses its physical meaning due to the initial assumption (the amount of periodic purge is the same for all compared options). But it is also necessary to understand that in this case, the water supply of a boiler will be insignificant and, accordingly, the installation of reverse osmosis with a small capacity will be required. At the same time, the quality of condensate will increase significantly, which will significantly increase the coefficient of evaporation of boiler water and, accordingly, fuel gas will be saved.
- Disposal of sewage is required
All three options compared require wastewater disposal.
All three options will have an excessive salinity of wastewater. For the RO–Na variant, there will also be an increased concentration of anti-scalant in the wastewater, which will require its disposal by diluting the reverse osmosis concentrate. The anti-scalant will be dosed to eliminate the deposition of calcium carbonate on the surface of the membranes for the reverse osmosis option without pre-softening (RO-Na).
- Utilization of heat from waste water is required
Wastewater heat recovery (in this case continuous purge heat) will only be required for the Na-softener option of the source water. For reverse osmosis variants, periodic purging of the boiler will provide the salinity of the boiler water.
- Additional power consumption
For reverse osmosis options, additional power consumption will be required to create the pressure of water passing through the reverse osmosis membrane that provides the necessary performance for desalinated water.
- Corrosive condensate
In reverse osmosis schemes, bicarbonate will be almost completely removed from the feed water. As a result, a small residual amount of bicarbonate in the feed water will increase the pH of the boiler water. In this case, bicarbonate will decompose with the release of carbon dioxide. For comparison, in the reverse osmosis scheme, the residual bicarbonate content of feed water is on average 0.05 – 0.2 mg-EQ/l. If we assume that bicarbonates decompose only in the boiler, then, at these values of bicarbonate, the steam will contain about 0,05*44*0,9=1.98 mg/l or 0,2*44*0,1=7.92 mg/l of carbon dioxide. (Where, 44 – molar mass СО2; 0,9 – coefficient of completeness of decomposition of bicarbonates in the boiler). Many boiler manufacturers allow no more than 20 mg/l of carbon dioxide in steam. In the Na–softener scheme, bicarbonates are not removed from the water. The maximum allowable content of bicarbonates in feed water should not exceed 0.5 mg-EQ/l. Accordingly, the CO2 concentration in the steam will be equal to 0,5*44*0,9=19.8 mg/l. In the vast majority of surface and underground waters, the bicarbonate concentration is significantly higher than 0.5 mg-EQ/l, which in itself requires the use of water treatment technologies with a decrease in the concentration of bicarbonates in feed water. Therefore, when using only Na–softening of feed water, high corrosion activity of the condensate will be observed. In the case of a high percentage of condensate return, the feed water alkalinity can be achieved below 0.5 mg-EQ/l. However, a CO2 value of 20 mg/l is a compromise and it is better for steam boilers to maintain significantly lower concentrations of CO2 in steam and condensate.
Even small concentrations of carbon dioxide can lead to significant corrosion of the condensate pipeline if the condensate temperature drops significantly.
- Complexity of the technological scheme of water treatment
This problem is primarily about the convenience of operation of the water treatment system. The RO-Na scheme will require the installation of an intermediate filtrate tank and a pumping station, which in real conditions is a rather serious drawback of this scheme. First of all, this will require additional space to place this equipment, which eliminates the possibility of compact placement of the equipment. This circumstance is very important when organizing the operation of compact low-pressure steam boilers. In this case, additional power consumption will be required to supply the reverse osmosis filtrate for Na–softener and further to the deaerator.
In options of Na–RO and Na, the prepared water can be sent directly to the deaerator.
- The possibility of upgrading
The scheme with Na–softening of source water is well studied, it is the basic water treatment technology for low-pressure steam boilers, but it is not possible to upgrade if only one is used in the water treatment scheme.
Using Na–softener together with reverse osmosis, you can get quite a lot of opportunities for upgrading the scheme of such water treatment. However, it should be taken into account that modernization can only be performed on the scheme with preliminary water softening before reverse osmosis. It is not possible to integrate reverse osmosis and Na–softener in the scheme without pre-softening, and these water treatment technologies work independently of each other.
The main directions of modernization of the Na-RO scheme are:
- Use of reverse osmosis concentrate in the process of regeneration of the Na–softener.
- The use of chemical de-aeration of the water without increasing the salinity of the feed water.
In the first case, the reverse osmosis concentrate is saturated with sodium salts and, accordingly, this concentrate can be used for regeneration of the Na–softener. One of the options for using reverse osmosis concentrate to regenerate the Na – softening system installed in front of it is presented in the patent – https://tiwater.info/wp-content/uploads/2019/01/ru2655995c1-sposoby-opresnenija-vody.pdf
The English version:
https://tiwater.info/wp-content/uploads/2019/01/ru2655995c1-water-distillation-method.pdf
In the second case, dosing sodium sulfite before reverse osmosis will allow the oxygen of water to bind into the sulfate and remove it on the membrane with the concentrate. At the same time, feeding the filtrate directly to the deaerator without an intermediate tank avoids repeated contamination of the feed water with oxygen. Information about this technology can be found here
https://tiwater.info/degazacija-vody-s-ispolzovaniem-obratnoosmoticheskih-membran/
The English version:
https://tiwater.info/wp-content/uploads/2020/02/ru2686146c1-the-method-of-degassing-water.pdf
Taking into account all the above said and my own experience in operating water treatment plants for steam boilers, I want to note that the Na–RO water treatment system seems to be the most promising and economically and environmentally justified for use in low-pressure steam boilers. Furthermore, this system has considerable potential for the integration of the two technologies and as a consequence can significantly reduce the amount of waste water which requires to be disposed of and also this treatment system simplifies the thermal scheme of the boiler room.
I hope this information can be useful.
